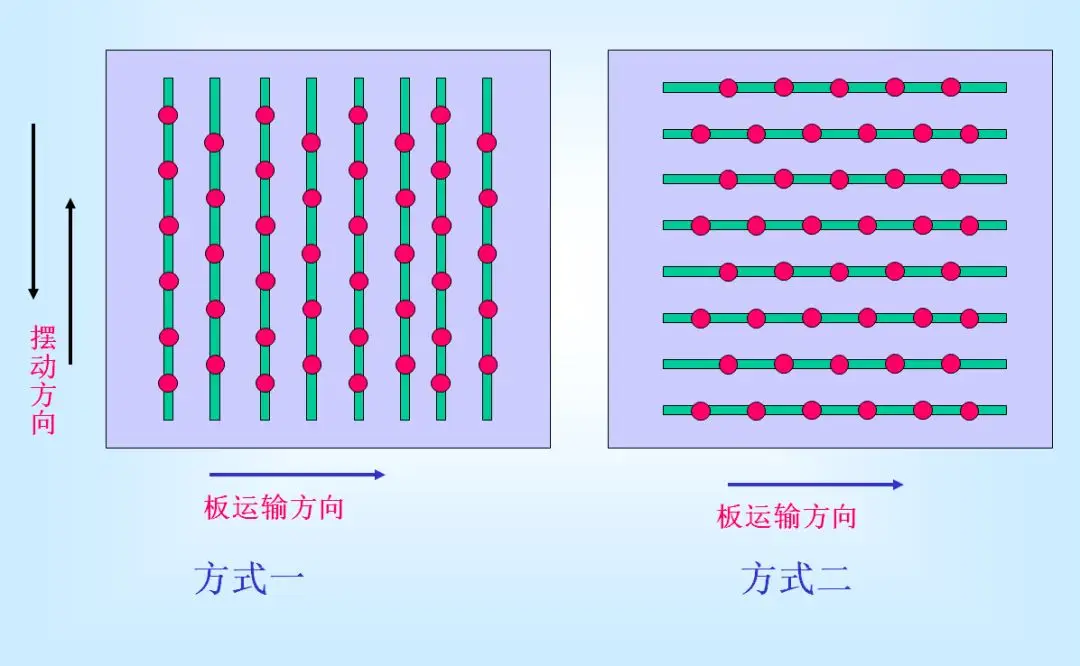
-蚀刻槽内集流管的安装与前进方向比有横置,竖置和斜置,我司采用的安装方式有两种方式(见下图)。但摆动方向均垂直于运输方向。
-蚀刻品质往往因水池效应(pudding)而受限, 这也是为何板
子前端部份往往有overetch现象, 所以设备设计上就有如下
考虑:
a.板子较细线路面朝下,较粗线路面朝上.
b.喷嘴上,下喷液压力调整以为补偿,依实际作业结果来调整其差异.
c.先进的蚀刻机可控制当板子进入蚀刻段时,前面几组喷嘴会停止喷洒几秒的时间.
3.技术提升部分
1)生产线简介
1.内层酸性蚀刻
冲、蚀板、褪菲林生产线机器运行参数

冲板、褪膜、褪菲林换药和补药标准

2.外层碱性蚀刻
A)使用的是TCM退膜、蚀刻机,设备性能参数:
有效宽度:620mm
行辘速度:0~8m/min
压力:2.5kg/cm2
安全性:机械、电气部分有良好保护,有紧急开关。
B).操作条件

2)生产线维护
设备的日常保养
A.不使蚀刻液有sludge产生(浅蓝色一价铜污泥),当结渣越多,会影响蚀刻液的化学平衡,蚀刻速率迅速下降。所以成份控制很重要-尤其是PH,太高或太低都有可能造成.
B.随时保持喷嘴不被堵塞.(过滤系统要保持良好状态),每周保养时检查喷嘴,若堵塞则立即清除堵塞物。
C.及时更换破损的喷嘴和配件
D.PH计,比重感应器要定期校验.
3)生产注意事项
1.严格控制退膜液的浓度,以保证干膜以合适的速度和大小退去,且不易堵塞喷嘴。
2.退膜后水洗压力应大于20PSI,以便除去镀层与底铜间的残膜和附在板面上的残膜。
3.蚀刻药水压力应在18 ~30PSI,过低则蚀刻不尽,过高则易打断药水的保护膜,造成蚀刻过度。
4)影响蚀刻速率因素分析
一.酸性氯化铜溶液
影响蚀刻速率的因素有很多,主要是Cl- ,Cu+含量,溶液温度及Cu2+浓度。
1.Cl-含量的影响
在氯化铜蚀刻液中Cl-浓度较多时,Cu2+和Cu+实际上是以络离子的形式存在([Cu2+Cl4]2-,[Cu+Cl3]2- ),所以蚀刻液的配制和再生都需要Cl-参加反应,下表为氯离子溶度与蚀刻速率关系。










